


|
��˹�����ά�� 1.���� ��˴���ԭ����Ҫ�й������ˡ�������ˡ�δ������������ˣ��� ���ʩ�������У�������ִ���ʱ��������Ҫ��¼���˴��λ�ã��������ά�ޡ� 1.1�����裺����5��Ħ�����Ϊ���� 1.1.1��о���Ϸ��̶���������˨����ĸ�ɿ�ж�£�����˵����ӱ�ͷ����γ��� 1.1.2���������˴ӷ�ͷһ����ȫ���������������м�鿨�ˎ���������ת120°����˶������ۣ�װ�������ȫ���������������м�鿨�ˎ������� 1.1.3�����Ľ���˴ӵ�һ����˶˲�����������ȫ���������������м�鿨�ˎ������ֱ�������ת120°����˶������ۣ�װ�������ȫ���������������м�鿨�ˎ������� 1.1.4����������˴ӵ�һ����˶˲�����������ȫ���������������м�鿨�ˎ������ֱ�������ת120°����˶������ۣ�װ�������ȫ���������������м�鿨�ˎ������� 1.1.5���ڶ�����˴ӵ�һ����˶˲�����������ȫ���������������м�鿨�ˎ������ֱ�������ת120°����˶�������װ�������ȫ���������������м�鿨�ˎ������� 1.2��һ��������� 1.2.1����������ڼ���ĥ�����ޣ� 1.2.2����ȫ����ĥ���⣻ 1.2.3���˳��ࡢȥ���������������ᡢ���ᡣ 1.3�ڶ���������� 1.3.1�ڶ���������һ����˿��ˣ���ĥ�������˴��� 1.3.2����������ڼ���ĥ�����ޣ� 1.3.3����ȫ����ĥ���⣻ 1.3.4���˳��ࡢȥ���������������ᡣ 1.4������������� 1.4.1����������ڼ���ĥ�����ޣ� 1.4.2����ȫ����ĥ���⣻ 1.4.3���˳��ࡢȥ���������������ᡣ 1.5���Ľ�������� 1.5.1����������ڼ���ĥ�����ޣ� 1.5.2����ȫ����ĥ���⣻ 1.5.3���˳��ࡢȥ���������������ᡣ 1.6������������ 1.6.1����������ڼ���ĥ�����ޣ� 1.6.2����ȫ����ĥ���⣻ 1.6.3���˳��ࡢȥ���������������ᡣ 1.7���������Ϳ ��һ�����������ġ������������Ϳ�����ɫ������ᣬȻ���һ����˺�о��¶��������Ϳ���ػ���� 1.8�������װ�� 1.8.1���װ��ʱ�����ղ�ж�����෴��˳�����װ�䡣 1.8.2���װ�����ڸ˼�Ӧ�������ת�����硣 1.8.3������ĸҪ�����µģ����ͺ�Ҫ��ĸ��ͬ��M20GB6186���������ذ���š������ͨ���ּӼӳ�����š��������ĸ��š������Ϊ50��� ע����ĥ���������е��ַ�Ҫ��ȷ����ֹб���ĥ����������档���巽����ͼ��
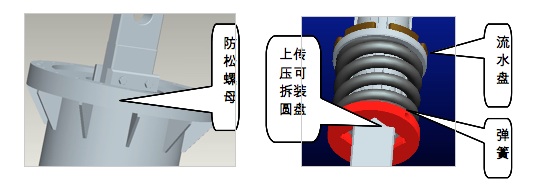
 2.���ɶ���.ѹ��.���� ����������ֶ��ѡ�ѹ�������ν����ܼ���ʹ�ã�Ҫ��ʱ��ϵ���ҽ���ͬ���ͺŵ��ɵĸ��������������� 2.1Ħ����˸������裺 2.1.1��о���Ϲ̶��������˨����ĸ�ɿ�ж�£�������������ж�£��γ�о�˵����� 2.1.2��о����ȫ������ 2.1.3�������������̡���ˮ�̣�������һͬ��о�˱�ͷһ�������� 2.1.4�����µ��ɣ�����о�˰�װ��ȥ�� 2.1.5���װ��ʱ�����ղ�ж�����෴��˳�����װ�䣬װ�����ڸ˼�Ӧ�������ת�����硣������ĸж�º����ٴ�ʹ�ã�������µģ��ͺŹ��Ҫ��ԭ��������ĸ��ͬ��M20GB6186������ֹ˽��ѡ����ͨ��ĸ�������Ϊ��ͨ��ĸû���������ܣ�ʹ�ù���������������ײ���������ɿ��ˡ���װʱ�����ذ���š������ͨ���ּӼӳ�����š��������ĸ��š������Ϊ50��� 2.2������˼����裺 2.2.1��о���¶˹̶��ϴ�ѹ�ɲ�װԲ���������ݶ��ɿ����ϴ�ѹ�ɲ�װԲ����ת90�Ⱥ�ӷ�ͷһ��ж�£� 2.2.2�����ɴӷ�ͷһ��ж�¡� 2.2.3���װ��ʱ�����ղ�ж�����෴��˳�����װ�䣬װ���ϴ�ѹ�ɲ�װԲ���������ݶ�Ҫ��ԭװ�ݶ�����ֹ�������ݶ������
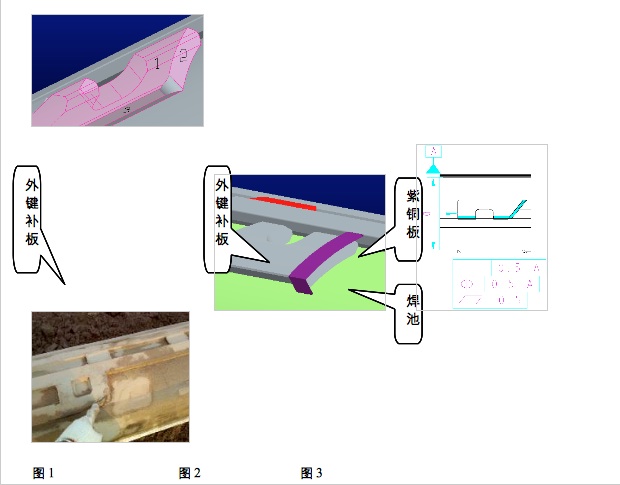
 3.��һ���¹�ĥ���Բ���� ����Ҫ��ά����Ա�۲�ά��ĥ����������ĥ��dz����أ�����Ҫ��������һ���¹ܣ��������������ֳ���һ�·����� 3.1��ĥĥ�� 3.2����ͭ��Χ�ɺ��أ���ͼ��
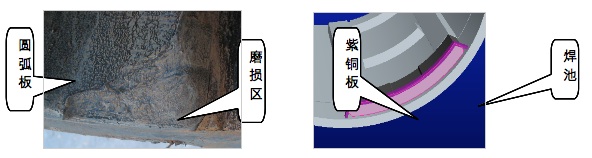 3.3����ĥ�𣬺���ѡ����ĥ����D212��
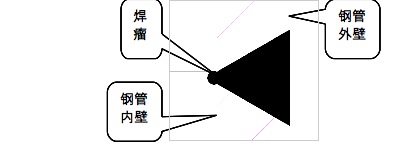
3.4ȥ����ͭ�壬��ĥ����ͼ����;��1��2��3Ϊ��ĥ�棩
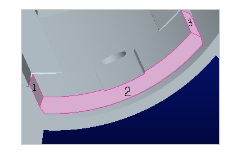 ��ĥ���ʾͼ
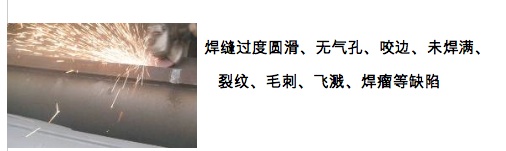
ע����ĥ���������е��ַ�Ҫ��ȷ����ֹб���ĥ����������档�������Բ���������ס�ҧ�ߡ�δ���������ơ�ë�̡��ɽ���������ȱ�ݡ�
3.5����������ᡢ���ᡣ
4.�����б�� 4.1��ĥĥ�� 4.2����ĥ�� 4.3��ĥ���� ע: ��ĥ���������е��ַ�Ҫ��ȷ����ֹб���ĥ����������档�������Բ���������ס�ҧ�ߡ�δ���������ơ�ë�̡��ɽ���������ȱ�ݡ��������D212�� 5.��������� ����Ҫ��ά����Ա�۲�ά��ĥ����������ĥ����ᣬ����������·����� 5.1��ĥĥ��ͼ1 5.2����ͭ��Χ�ɺ��أ���ͼ2 5.3����ĥ����ͼ��ͼ3 5.4ȥ����ͭ�壬��ĥ����ͼ��1��2��3Ϊ��ĥ�棩
 ע���������Բ���������ס�ҧ�ߡ�δ���������ơ�ë�̡��ɽ���������ȱ�ݡ��������D212�� 6.������� ����������ƺ�Ӧ��ʱά�ޣ�ά��ʱĥ�����ƹ۲쿪�Ѵ��Ƿ��˼������壬���û���������з���ά�ޡ� 6.1��ĥ������ƴ�����ĥ��״��ͼ2��Ȼ����ͼ3���������պ���ʾ��ͼ������ 6.2��ĥ�������������ɽ���ͼ4�� 6.3��ĥ������쳬�ߴ������������˼��ֹܣ� 6.4��ĥ������ɱߡ�ë�̣� ע: ��ĥ���������е��ַ�Ҫ��ȷ����ֹб���ĥ����������档�������Բ���������ס�ҧ�ߡ�δ���������ơ�ë�̡��ɽ���������ȱ�ݡ��������2��ѯ�����ù��߲ο�����1ά���豸�嵥��
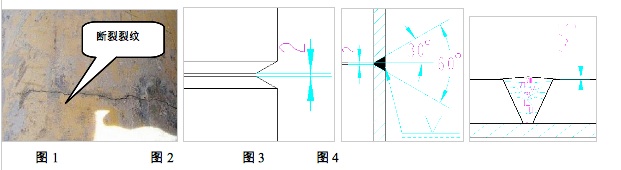
 ע���¿ڡ���������30mm�ڵ�ˮ������ͨ��������ȣ�150��200°C������һ�������ϣ�ȥ�����¿ڡ���������30mm�ڵ��⡢��������ɰ�ֻ��ˢȥ����������������J506/J507/A302����Ҫ��ĥ��������жѺ���ʱҪ�ù��D212�ĺ����� 7.������� 7.1С�����������50mm��100mm�� ����������ֺ�����������������Լ50mm��100mm�������û�б��ε������ �Բ������з���ά�ޣ� 7.1.1��ĥ�������������ĥ��״��ͼ2��Ȼ����ͼ3�� 7.1.2��ĥ�������������ɽ���ͼ3�� 7.1.3��ĥ������쳬�ߴ������������˼��ֹܣ� 7.1.4��ĥ������ɱߡ�ë��
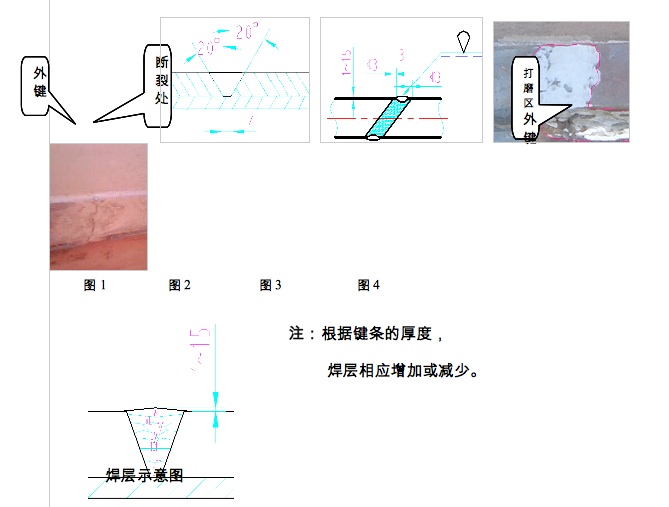
 ע: ��ĥ���������е��ַ�Ҫ��ȷ����ֹб���ĥ����������档�������Բ���������ס�ҧ�ߡ�δ���������ơ�ë�̡��ɽ���������ȱ�ݡ�������������J506/J507/A302����Ҫ��ĥ��������жѺ���ʱҪ�ù��D212�ĺ����� 7.2������������100mm���ϣ� ����������ֺ�����������������Լ100mm���ϣ���������ֱ��͡�ĥ������ ������¿��Բ������з���ά�ޣ� 7.2.1����������������Ҫ���ڿ������ζ����˸�100mm��ͼ1�� 7.2.2��ĥ�пڣ�ͼ2�� 7.2.3�������ϣ� 7.2.4�н�ͷ�¿ڣ� 7.2.5��ĥ�¿ڣ� 7.2.6���Ӽ�����ͷ��ͼ3�� 7.2.7���Ӽ��������Ӱ���ͼ4���ж�㺸��
 ͼ1 ͼ2 ͼ3 ͼ4
ע��1.�¿ڡ���������30mm�ڵ�ˮ������ͨ��������ȣ�150��200°C������һ�������ϣ�ȥ�����¿ڡ���������30mm�ڵ��⡢��������ɰ�ֻ��ˢȥ�����������J506/J507/A302����Ҫ��ĥ��������жѺ���ʱҪ�ù��D212�ĺ�����
2. ���ݼ����ĺ�ȣ�������Ӧ���ӻ���١�
8.�ֹܶ���
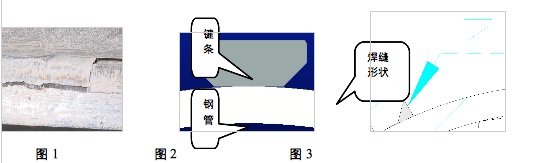
�������100mm�������ƣ������ƴ���ɰ�ִ�ĥ������������ĥ�ڴ�ĥխһЩ��Ȼ��Ԥ��200��,���ó���250��,�ֹ�ֱ������φ245mm����J506��J507��������ܺ�˿������φ245mm������˸ֹ���80���V����������ѡ����Ѻ��ĺ��ӣ���ʱ������ʹ��˵���Ƽ��淶���ӣ�����ʱӦ��������С������㺸�������ĥ����������ʱ���ú�©������ע�Ᵽ�£���©�ĺ���Ӧ��취ȥ����ά�������£� 8.1��ĥ�ֹܶ��Ѵ�����ĥ��״��ͼ2��Ȼ����ͼ3�� 8.2��ĥ�������������ɽ���ͼ3�� 8.3��ĥ�ֹܺ��쳬�ߴ���������������ɿ��ˣ�
 ע��1.�¿ڡ���������30mm�ڵ�ˮ������ͨ��������ȣ�150��200°C������һ�������ϣ�ȥ�����¿ڡ���������30mm�ڵ��⡢��������ɰ�ֻ��ˢȥ����
2.���ݼ����ĺ�ȣ�������Ӧ���ӻ����
3.φ245���Ϲܺ������J506/J507/A302��φ245�����Ϲܺ������J706/J707 ��
��ֹ���ӹ����г�����ͼ�����
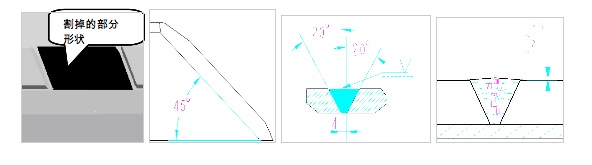
 9.�¹ܿ��� ���ڿ��Ѿ������50mm�ģ���ɰ��ĥ�����ú������������������¹ܡ� 9.1��ĥ�ֹܶ��Ѵ�����ĥ��Ȼ��������ʱ���÷ֲ㺸�� 9.2��ĥ�������������ɽ��� 9.3��ĥ�ֹܺ��쳬�ߴ���������������ɿ��ˣ� 9.4φ245���Ϲܺ������J506/J507/A302��φ245�����Ϲܺ������J706/J707�� 10.��ˮ��ĥ�𡢿��� ������û�з���λ�ñ仯�ģ�ֱ���ú�����������ɰ��ĥƽ�����ɡ�ĥ��ĿɶѺ���ԭʼ�߶Ⱥ���ɰ��ĥƽ�ϱ�������ƽ���ϱ��档 ע�����öѺ���Ӳ�ĺ����Ѻ�����ˮ�̣�Ӳ��С��210HB��������Ӳ�ȴ���210HB�IJ����Ʊ���ˮ�����ο顣�������D212�� 11.�����˵�������� �����˵���������볧����ϵ��������ά�ޡ� 12.���� ����������������µģ���ֹ��������к��ӵ��κ����� 13.�������ܳ��� �����ܳɵ�������̶�����˨��ĥ��ʧЧʱ������������ֱ�Ӹ����� 14.�� ����������������Ҫ��ʱ�������������κη������� 15.��ͷ ������۶��볧����ϵ��������ά�ޡ� 16.ά��ע������ ά��ǰ������˳��Ҽ�����Ա��ѯ���ά������ 16.1�������ˮ�̡��������������Ѻ����к��Ӻۼ��ģ����ú���λ�üǺź�ĥ��Ҫ���Ѻ�������J506��J507�������ӣ���ĥ���������Ӻۼ��IJ�����ͬ�ṹλ������麸�� 16.2�������100mm�������ƣ������ƴ���ɰ�ִ�ĥ������������ĥ�ڴ�ĥխһЩ��Ȼ��Ԥ��200��,���ó���250��,�ֹ�ֱ������φ245mm����J506��J507��������ܺ�˿������φ245mm������˸ֹ���80���V����������ѡ����Ѻ��ĺ��ӣ���ʱ������ʹ��˵���Ƽ��淶���ӣ�����ʱӦ��������С������㺸�������ĥ����������ʱ���ú�©������ע�Ᵽ�£���©�ĺ���Ӧ��취ȥ���� 16.3����100mm�����������ơ���ͷ�������ϸ�Ӧ��ά����ѯ������������������ά�ޡ� 16.4��˹����ڲ��ڼ�ĥ������Ӱ��ʹ�õģ�ԭ�����ɳ��һ���ά����ij���ά�ޡ� 16.5�����¶�ĥ�����صĿ���J506��J507������ܺ�˿����������������ĥ����������λ�ù��岻�ô���ͬ�ܳߴ硣 16.6ά��ʱ������˲���Ҫά��λ�����������ӡ��濾�ȡ� 16.7����ά�������豸������Ʒ����ո���1������2.
����1ά���豸�嵥
����2����Ʒ�嵥
��һ��
(63)
100%
��һ��
(0)
0%
|
